Why Specify Natural Granite?
In an era of engineered stone alternatives, specifying natural granite is a deliberate choice that communicates permanence, authenticity, and material integrity. Granite is not a trend material — it is a geological reality that has been used in significant architecture for millennia because no manufactured product replicates its combination of hardness, density, colour stability, and natural beauty.
For architects and designers working in the South African market, Rustenburg granite offers a locally sourced, premium natural stone that competes with any imported variety on technical merit while offering significant advantages in pricing, lead time, and supply reliability. This guide covers the specification considerations you need when incorporating natural granite into commercial and residential projects.
Material Properties for Specification
When writing specifications for granite, the following technical properties are relevant. For Rustenburg granite (Nero Impala / Impala Black) specifically, the typical values are as follows.
Physical Properties
Density ranges from 2900 to 3050 kg/m³, which is significantly higher than most commercial granites (typically 2600–2800 kg/m³). This high density contributes to exceptional durability and sound attenuation properties. Water absorption is less than 0.5% by weight, making it suitable for wet environments and exterior applications with minimal risk of freeze-thaw damage. Compressive strength exceeds 200 MPa, with flexural strength typically above 15 MPa — relevant for structural stone applications, cantilevered countertops, and thin-format cladding. Thermal expansion coefficient is approximately 7–8 × 10⁻⁶ per degree Celsius, which must be accommodated in exterior cladding and large-format flooring installations through appropriate movement joints.
Hardness and Wear Resistance
Rustenburg granite rates 6–7 on the Mohs hardness scale. For specifiers, this means it is resistant to scratching from common objects and foot traffic abrasion, suitable for high-traffic commercial flooring, resistant to impact damage from normal use, and difficult to cut or modify on-site (all cutting and profiling must be done in the factory or fabrication workshop with diamond tooling).
Chemical Resistance
Granite is chemically inert to common building chemicals, cleaning agents, and environmental pollutants. Unlike marble, limestone, and travertine, granite does not react with acids — making it suitable for kitchen surfaces, laboratory benches, external cladding in polluted urban environments, and pool surrounds exposed to chlorine and salt.
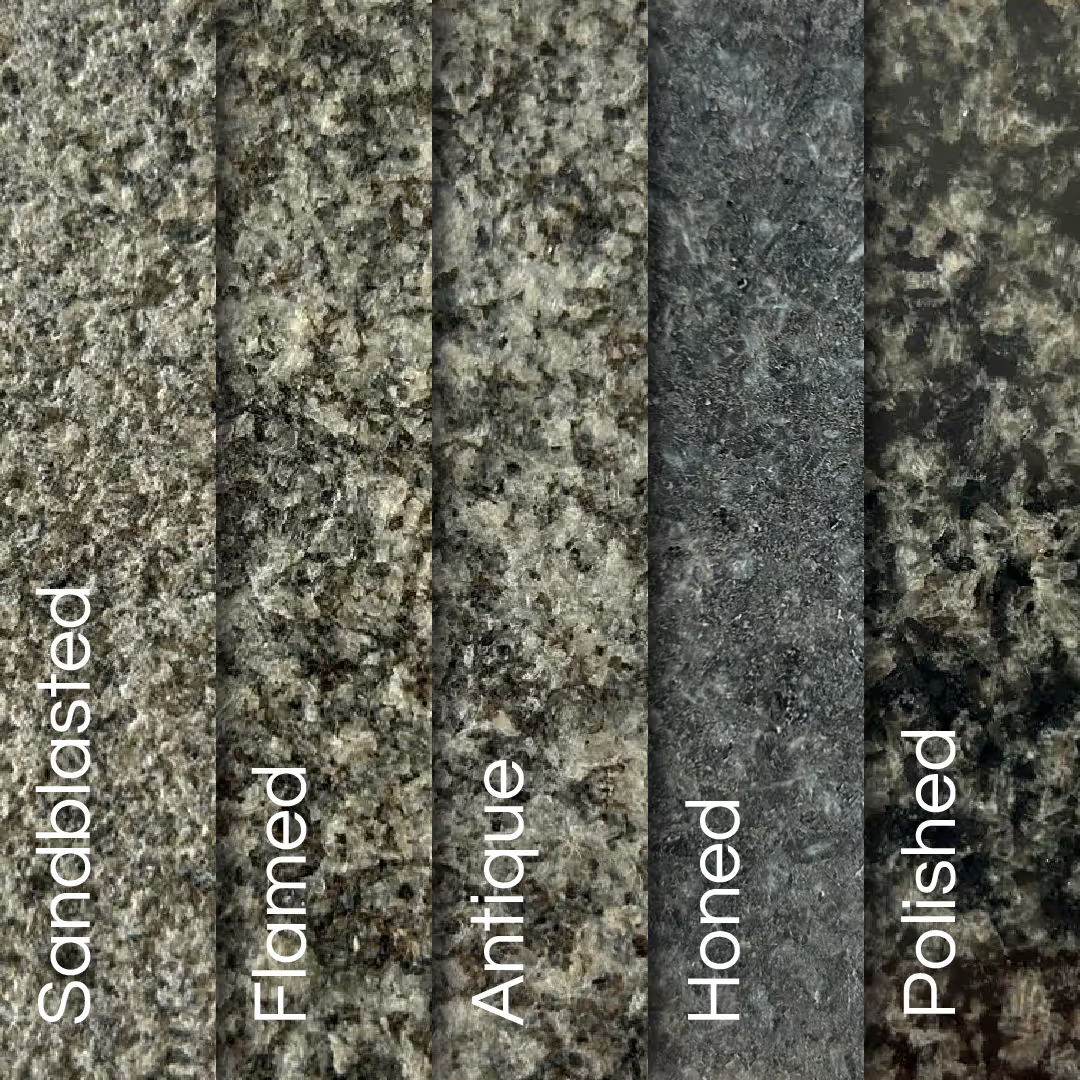
Finish Specification for Different Applications
The surface finish is as important as the stone selection in determining the final aesthetic and functional performance. Specify the finish by name in your material schedule and confirm availability with the supplier before finalising specifications.
Interior Horizontal Surfaces (Countertops, Vanities, Desks)
Polished finish is the standard for interior horizontal surfaces. It provides maximum colour depth, a smooth surface for use, and the easiest maintenance. For a more contemporary aesthetic, specify honed or brushed (leathered) — both provide smooth usable surfaces with a matte or textured appearance. Note that honed and brushed finishes require sealing in kitchen environments.
Interior Flooring
For interior commercial flooring, honed finish is the most commonly specified. It provides good slip resistance for dry interior environments while maintaining a refined, consistent appearance. For high-traffic areas such as lobbies and corridors, honed granite with a penetrating sealer provides excellent long-term performance. Polished granite flooring is visually dramatic but requires more maintenance to keep its appearance and offers less slip resistance — specify only where foot traffic is moderate and wet conditions are unlikely.
Exterior Paving and Flooring
Flamed finish is the standard specification for exterior horizontal surfaces. It provides R11–R12 slip resistance, essential for compliance with building regulations in wet and exposed areas. Bush-hammered finishes provide even greater slip resistance (R12–R13) and are appropriate for heavy-duty commercial paving, public spaces, and vehicle traffic areas. Sandblasted finishes offer a middle ground between flamed and honed for covered exterior areas.
Wall Cladding (Interior and Exterior)
Wall cladding has no slip resistance requirement, giving the specifier full aesthetic freedom. Polished cladding creates a dramatic, reflective feature wall. Honed cladding provides a subtle, contemporary backdrop. Flamed or bush-hammered cladding introduces texture and a more natural stone character. Mixed finishes — combining polished and flamed panels in a pattern, for example — can create visual interest through texture contrast on the same stone material.
Stairways and Ramps
Treads should be flamed or bush-hammered with clear nosing definition. Risers can be honed or polished for visual contrast. Landings should match the tread finish. For ramps, specify bush-hammered or flamed with groove cuts perpendicular to the direction of travel for additional grip.
Detailing Considerations
Thickness and Format
Standard slab thicknesses are 20mm and 30mm. For countertops, 20mm is standard in the South African market (often laminated to 40mm at exposed edges). For flooring, 20mm is typical for interior applications; 30mm for exterior or heavy-traffic areas. For cladding, 20mm is standard for ventilated facade systems; thinner formats (10–15mm) can be produced for lightweight cladding requirements but require engineering review. Custom thicknesses are available on request for specific project requirements.
Maximum Slab Dimensions
Standard Rustenburg granite slab dimensions are determined by the quarry block size and cutting equipment. Typical maximum dimensions are approximately 2800mm x 1800mm for polished and honed slabs. For larger format requirements, discuss feasibility with the supplier early in the design process — oversized slabs may be possible from specific blocks but cannot be guaranteed as standard stock.
Edge Profiles
Standard edge profiles include flat (square) edge, pencil round (small radius), bullnose (half round), chamfered (45-degree), and ogee (decorative S-curve). Custom profiles can be produced to your specification using CNC profiling equipment. Provide a full-scale drawing of the desired profile with your specification.
Movement Joints
For exterior applications and large interior installations, movement joints are essential to accommodate thermal expansion and substrate movement. Specify movement joints at maximum 3–4 metre centres for exterior paving, at all changes of direction and abutments with fixed elements, around columns and penetrations, and at transitions between different substrates. Joint width should be 5–10mm, filled with a flexible, UV-resistant sealant colour-matched to the stone.
Sample Procurement and Material Approval
For project specifications, the approval process typically follows this sequence. Request representative samples from the supplier — these should be large enough (minimum 300mm x 300mm) to show the stone's natural variation, not just a uniform section. Approve a specific batch or production run for the project — granite is a natural material with inherent variation, and approving a batch ensures consistency across the project. For large projects, visit the supplier's facility to inspect the material in slab form before processing begins.
Afrika National Granite provides specification samples in all available finishes, including custom sample sizes for material boards and client presentations. We also welcome architects and designers to our Alrode facility to view material in its full slab form.
Working with ANG on Specification Projects
Afrika National Granite supports architects and designers from initial specification through to project completion. We provide material samples in all available finishes and sizes, technical data sheets with physical property test results, slip resistance certification for specified finishes, custom cut-to-size processing to your drawings and dimensions, edge profiling to standard or custom profiles, and project quantity estimation based on your floor plans and elevations.
For specification enquiries, contact our team or visit our factory at 8 Dekenah Road, Alrode, Alberton. We are happy to arrange a guided tour of our quarry and manufacturing operations for architects and designers working on significant stone projects.