The Journey Every Granite Slab Takes
When you run your hand across a polished granite countertop, you're touching a material that is hundreds of millions of years old — and one that has undergone a precise, multi-stage manufacturing process to reach that state. From the moment a block is freed from the quarry face to the instant a fabricator templates your kitchen, every step demands expertise, heavy equipment, and uncompromising quality control.
At Afrika National Granite (ANG), we control every stage of this journey. As quarry owners and slab manufacturers operating from our facility at 8 Dekenah Road, Alrode, we offer something few suppliers can: full vertical integration. This article walks you through the complete process — quarry to countertop — so you understand exactly what goes into the material you specify, sell, or install.
Stage 1: Geological Survey and Quarry Planning
Before a single block is extracted, geologists assess the granite deposit. This involves core drilling to determine the depth, consistency, and quality of the stone body. Key factors include mineral composition, colour consistency, structural integrity (absence of major fractures or inclusions), and the overall volume of extractable material.
Quarry planning determines bench heights, extraction sequences, and access roads. A well-planned quarry minimises waste and ensures that the highest-quality stone is reached efficiently. In South Africa's Rustenburg region — where ANG sources much of its material — the granite deposits are extensive, yielding the distinctive charcoal-with-silver-fleck stone known internationally as Nero Impala or Rustenburg Black.
Why Quarry Selection Matters
Not all quarries produce equivalent stone, even within the same geological formation. Mineral distribution, depth of weathering, and proximity to geological faults all affect slab quality. This is why specifiers and distributors increasingly request stone from named quarries — such as ANG's K2 or Sonop sources — rather than accepting generic descriptions.
Stage 2: Block Extraction
Granite extraction has evolved significantly from the days of black powder blasting. Modern quarries use controlled methods that preserve the integrity of the stone:
Diamond Wire Cutting
A continuous loop of steel cable embedded with industrial diamond segments is threaded through pre-drilled holes and driven by a flywheel. The wire cuts through the granite body at a controlled rate, producing clean, straight faces with minimal micro-fracturing. This is the primary extraction method for dimension stone quarries worldwide.
Drilling and Splitting
For certain block geometries, a line of closely spaced holes is drilled along the intended break line. Hydraulic splitters or pneumatic plugs-and-feathers are inserted and expanded simultaneously, causing the granite to split along the drilled plane. This method is effective for separating blocks from the quarry bench.
Block Sizing
Raw blocks extracted from the quarry face are typically oversized and irregular. They are trimmed to standard dimensions — commonly 2,800 mm x 1,600 mm x 1,200 mm or similar — using a combination of wire saws and hydraulic splitters. Consistent block sizing is essential for efficient sawing in the factory.
Heavy plant equipment — excavators, wheel loaders, and specialised block handlers — moves extracted blocks to the loading area. Blocks weighing 15 to 25 tonnes are loaded onto flatbed trucks for transport to the processing facility.
Stage 3: Primary Sawing — Block to Slab
At the processing factory, raw blocks are converted into slabs. This is the most capital-intensive stage of production and the point where slab thickness, flatness, and surface consistency are established.
Gang Saw (Multi-Blade Frame Saw)
The traditional workhorse of slab production. A gang saw uses a frame holding multiple parallel steel blades (up to 80 or more) that oscillate back and forth across the block. An abrasive slurry of steel shot, lime, and water feeds between the blades and the stone. A single gang saw cut can take 40 to 60 hours depending on block hardness and blade count. The result: an entire block converted into uniform slabs in one operation.
Gang saws produce slabs with excellent flatness and consistent thickness — typically 20 mm or 30 mm for polished slabs.
Multi-Wire Saw
A newer technology using diamond-embedded wires instead of steel blades and abrasive slurry. Multi-wire saws are faster (cutting times of 8 to 15 hours for a full block), produce less waste (thinner kerf), and deliver a smoother sawn surface. They are increasingly common in modern processing facilities.
Bridge Saw
For cut-to-size processing, bridge saws with diamond-tipped circular blades cut individual slabs into specified dimensions — tiles, countertop blanks, cladding panels, and bespoke shapes. CNC-controlled bridge saws can execute complex cutting patterns with high precision.
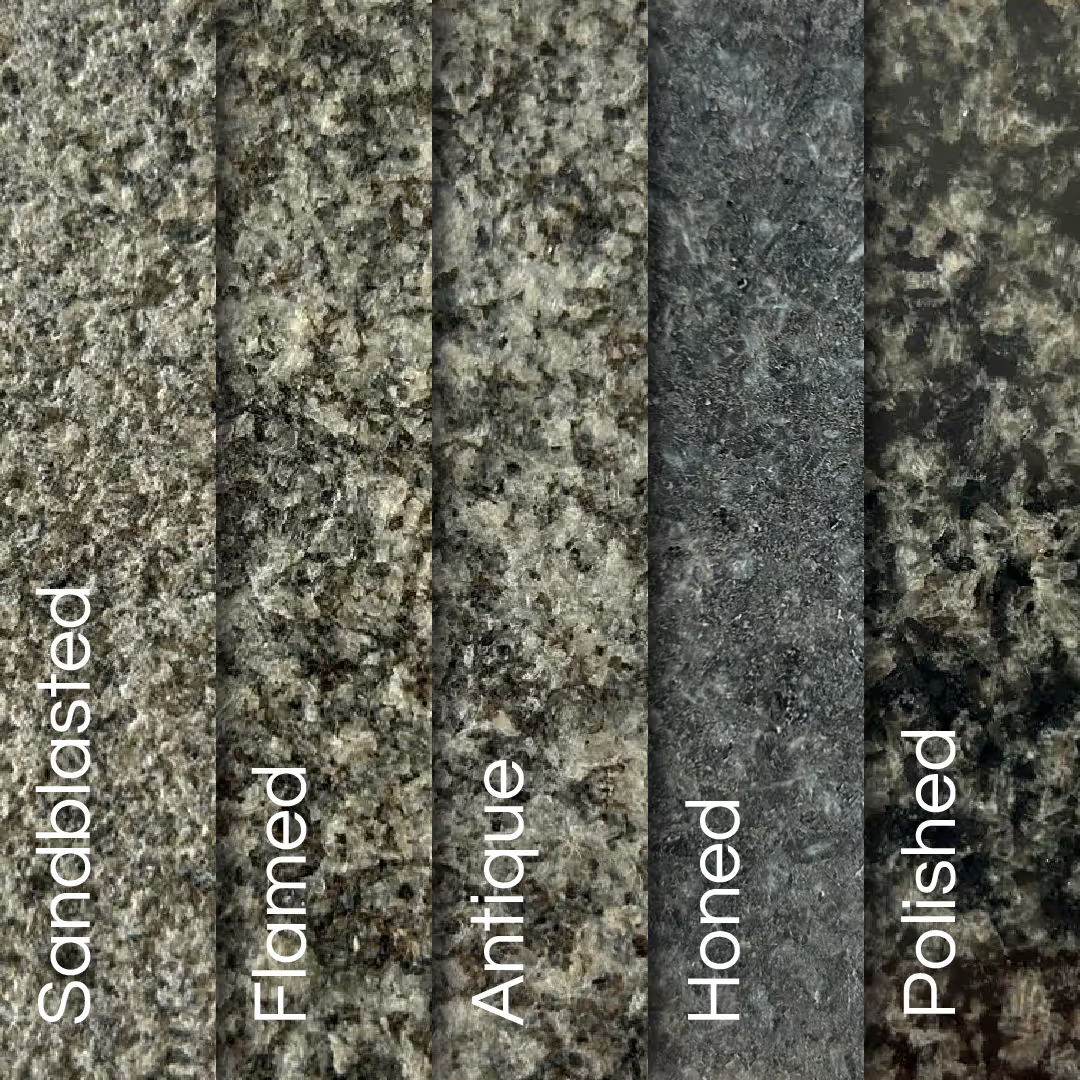
Stage 4: Surface Finishing
The sawn slab surface is rough and opaque. Surface finishing transforms the slab into the product architects and fabricators specify. Each finish alters the stone's appearance, texture, and functional properties.
Polished Finish
The most popular finish for interior applications. Polishing involves passing the slab through a series of abrasive heads — typically 8 to 12 stages — progressing from coarse diamond segments (around 36 grit) to fine resin pads (up to 3,000 grit or higher). Each stage removes the scratches left by the previous one, progressively revealing the stone's colour depth and mineral character.
A well-polished Rustenburg granite slab has a mirror-like reflectivity that showcases the silver-grey mineral flecks against the dark charcoal background. Polished finishes are standard for countertops, vanity tops, and interior flooring.
Honed Finish
The polishing process is stopped partway — typically after the 400 to 800 grit stage — producing a smooth, matte surface with a soft sheen. Honed granite is increasingly specified for contemporary interiors where a less reflective surface is preferred. It performs well for wall cladding, feature walls, and bathroom applications.
Flamed (Thermal) Finish
A high-temperature flame (typically oxyacetylene) is applied to the slab surface, causing the surface minerals to expand and fracture. The result is a rough, textured surface with excellent slip resistance. Flamed finishes are the standard for exterior applications — paving, pool surrounds, steps, and driveways — where pedestrian safety is critical.
Bush-Hammered Finish
A mechanical tool with multiple carbide-tipped points impacts the stone surface repeatedly, creating a uniformly rough texture. Bush-hammering produces a deeply textured surface suitable for heavy-traffic exterior areas and architectural feature elements where a bold, tactile character is desired.
Leathered (Brushed) Finish
Diamond-tipped brushes are applied to a flamed or bush-hammered surface, softening the peaks while retaining the overall texture. The result is a surface with a subtle sheen and a pleasant tactile quality — increasingly popular for kitchen countertops where clients want texture without full polish.
Stage 5: Quality Inspection and Grading
After finishing, every slab undergoes quality inspection. At ANG, slabs are graded according to industry standards:
First Choice
Consistent colour, even mineral distribution, no visible structural defects (cracks, pits, or discolouration), uniform finish quality across the entire slab face. First choice slabs are suitable for export and premium domestic projects where material consistency is non-negotiable.
Second Choice (Commercial Grade)
Minor colour variation, small mineral clusters, or slight finish inconsistencies that do not affect structural performance. Second choice material is perfectly functional for many applications — particularly where slabs are cut to size and minor variations are absorbed in the fabrication process.
Quality grading is critical for export markets, where buyers purchasing sight-unseen depend on accurate grading to meet their project specifications. ANG ships only first choice material to international clients, ensuring consistent quality across every container.
Stage 6: Inventory, Packaging and Logistics
Finished slabs are stored vertically in steel A-frame racks, organised by material type, thickness, finish, and grade. Proper storage prevents damage and allows efficient selection when orders are placed.
Packaging for Transport
Slabs destined for local delivery are strapped onto A-frames and transported by flatbed truck. Export consignments require additional protection: slabs are bundled, wooden-crated, and packed into 20-foot or 40-foot shipping containers with internal bracing to prevent movement during transit. Container loading is a skilled operation — incorrect loading causes breakage and claims.
Logistics
ANG coordinates both local delivery (primarily within Gauteng and surrounding provinces) and international shipping through South African ports. Export logistics involve customs documentation, phytosanitary certificates (for wooden packaging), and coordination with freight forwarders and shipping lines.
Stage 7: Fabrication — Slab to Finished Product
For many buyers, the slab is the finished product. Distributors purchase slabs for resale, and fabricators purchase slabs for conversion into countertops, vanity tops, and other bespoke items. The fabrication stage typically involves:
Templating
A fabricator visits the installation site and creates a precise template of the countertop, vanity, or other element — capturing dimensions, cutout positions (for sinks, hobs, taps), edge details, and joint locations. Digital templating using laser measurement systems is increasingly standard.
CNC Cutting and Profiling
The template is programmed into a CNC bridge saw or waterjet cutter, which cuts the slab to the exact shape. Edge profiles — bullnose, pencil round, chamfer, ogee, and others — are machined on CNC edge profilers or by hand using angle grinders with diamond pads.
Finishing and Assembly
Cut pieces are polished on exposed edges, dry-assembled to verify fit, and prepared for installation. Sink cutouts are reinforced, joints are colour-matched with epoxy adhesive, and surfaces are sealed if required.
Why Vertical Integration Matters
Most granite suppliers operate at one or two points in this chain. They may quarry but not process, or they may purchase slabs and resell without any manufacturing capability. ANG's position as quarry owner, slab manufacturer, and processor means:
- Quality control from source: We select blocks at the quarry face and control every processing step through to the finished slab
- Pricing advantage: No intermediary margins between quarry and customer — our pricing reflects direct-from-source economics
- Stock consistency: We manage our own production schedule, maintaining inventory of popular sizes, thicknesses, and finishes
- Traceability: Every slab can be traced back to its quarry source and production batch — essential for projects requiring material consistency across multiple deliveries
- Flexibility: Custom sizes, finishes, and cut-to-size processing are handled in-house without third-party coordination
Visit the Factory
The best way to understand how granite is made is to see it firsthand. ANG welcomes trade visitors to our processing facility at 8 Dekenah Road, Alrode, Alberton, 1451. Walk the factory floor, see blocks being sawn into slabs, watch the polishing line in operation, and select material directly from our inventory.
Contact us to arrange a factory tour, discuss your project requirements, or request a quote. Whether you're a fabricator sourcing slabs, a distributor building stock, or an architect specifying material for a landmark project — we'll show you exactly where your granite comes from and how it's made.